Fourteen hides rejected. One selected. Six months of waiting. Two needles pulling a single thread through hand-punched holes, stitch after stitch, until what was once flat panels of vegetable-tanned cowhide becomes a briefcase that will outlast its owner. This is not a manufacturing story. This is a building story — told through the specific materials, methods, and deliberate decisions behind a single Marcellino NY briefcase in London Tan and Burgundy.
To learn more about leather selections, construction methods, and commission inquiries, visit Marcellino NY.

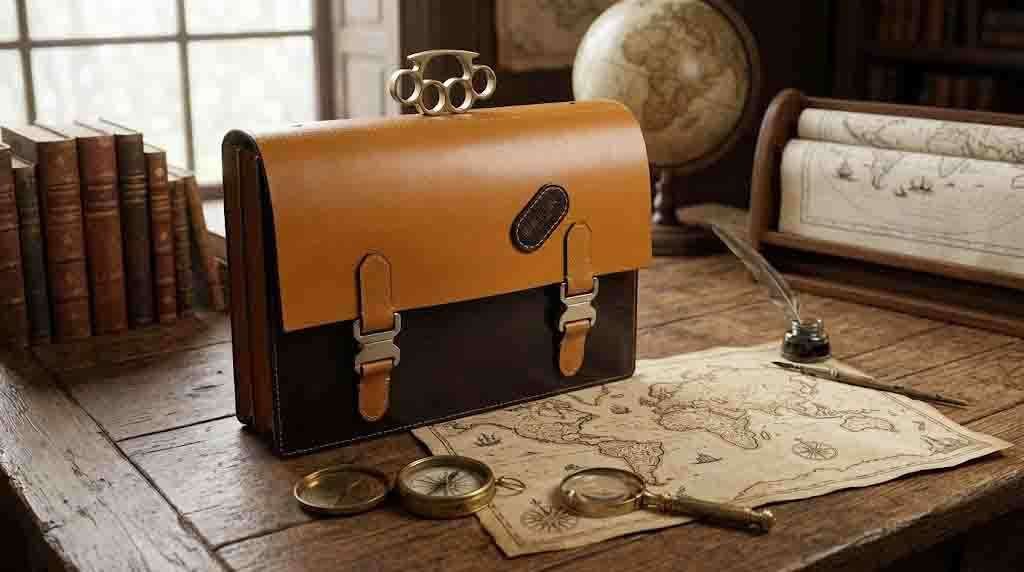
The Leather: English Bridle in London Tan and Burgundy
The foundation of any serious leather good is the hide itself. This briefcase is built from English bridle leather — a full-grain, vegetable-tanned cowhide distinguished not by the tanning alone, but by what happens after. Unlike chrome tanning, a faster chemical process developed in the nineteenth century, vegetable tanning relies on natural tannins extracted from tree bark — particularly mimosa and quebracho — and takes weeks rather than hours. At Wickett & Craig, one of only two remaining vegetable tanneries in the United States, hides soak for a full two weeks in tanning liquor before ever seeing dye (Patina Project, 2025).
What separates English bridle from standard vegetable-tanned leather is the finishing: the hide is hot-stuffed with oils, waxes, and tallows after drum dyeing, saturating the material to its core (Buckleguy.com). J & E Sedgwick & Co., founded in Walsall, England in 1900, remains the world’s premier producer of traditional English bridle. Their hides are pit-tanned and hand-waxed, sourced exclusively from the highest-quality cattle in the UK and Ireland (Sedgwick & Co.). Walsall was historically the capital of leather for equestrian goods, and Sedgwick’s bridle was originally purpose-made for saddles, reins, and stirrups — gear built to perform under extreme stress while maintaining its beauty.
London Tan serves as the primary flap and back panel — a warm, honey-toned shade that deepens considerably with age. Burgundy forms the front body, gussets, and structural panels, creating a two-tone composition drawn from the equestrian tradition of contrasting leathers to distinguish functional components. Over time, every scratch and oil transfer from the hand adds to the surface character as internal waxes migrate and redistribute. The leather records the life of its owner.
Hand-Cutting: No Dies, No Lasers, No Forgiveness

Every panel is cut by hand — straight edge, sharp knife, nothing else. No die-cutting press, no laser, no CNC router. The maker draws the pattern directly onto the flesh side, accounting for the natural grain direction of the hide, because bridle leather, like wood, has a grain that determines how it bends, wears, and where it might eventually crack under stress.
The dimensions — 16 inches wide, 12 inches tall, 4 inches deep — are achieved through individually cut panels. The double gusset, two separate 2-inch accordion-fold sections, provides structural depth while creating distinct interior compartments. A crooked cut on leather at this quality level means starting over entirely. The knife must be resharpened constantly — vegetable-tanned leather at this weight dulls a blade within inches.
The Interior: Natural Lining

The interior is lined with natural vegetable-tanned leather — the flesh side of the hide, left undyed. Natural lining breathes, does not trap moisture against documents or electronics, and will never delaminate the way glued fabric linings inevitably do. The pale interior also provides contrast against the dark Burgundy gusset walls, making contents easier to locate. Over time, the lining darkens from handling and develops its own patina — a secondary aging process only its owner will see.
The Hardware: AustriAlpin COBRA® Buckles and Black Steel Knuckles
The closure system is not decorative. AustriAlpin COBRA® quick-release buckles, manufactured in Fulpmes, Austria, are CNC-machined from 7075 aluminum alloy with solid brass and stainless steel components. These are the same buckles used in military parachute harnesses and fall-protection systems, tested to exceed MIL-SPEC guidelines for dust, sand, and salt water, as well as CE, ANSI, and NFPA safety standards (AustriAlpin, 2023). Both clips must be pressed simultaneously to open, the buckle cannot release under load, and one-sided locking is engineered to be impossible. The briefcase stays closed until you decide otherwise.
The handle is a black steel knuckle grip — not rolled leather that stretches or padded nylon that frays. Four rings, distributing weight across the full hand, with a shape that will never deform. Side-mounted D-rings provide attachment points for a shoulder strap without modifying the case’s structure.
Hand Saddle Stitching: Two Needles, One Thread

Every seam is hand saddle-stitched — a technique tracing to the saddlery trade, with the earliest leather saddles dating to approximately 700 BC (Tanner Bates, 2023). A sewing machine creates a lockstitch using two threads that interlock between layers; if one breaks, the entire seam can unravel. Saddle stitching uses a single continuous thread with a needle on each end, both passing through the same hole from opposite sides. If the thread breaks anywhere, only that stitch is compromised — every other stitch remains locked (Waskerd; Anne Wesley, 2017).
Each hole is first punched with a pricking iron, then the thread is pulled through in a precise alternating pattern requiring consistent tension developed through years of muscle memory. A single passport wallet takes forty-five minutes to an hour. A briefcase of this complexity, with its gussets, reinforcement layers, strap mounts, and D-ring attachments, requires many hours of stitching alone. The waxed polyester thread is chosen for tensile strength, UV resistance, and dimensional stability under stress.
Edge Finishing: Latex-Painted, Sanded, Sealed
Every exposed cut edge is finished with latex-based edge paint — the same technique used by high-end European leather houses and one of the most labor-intensive steps in the build. Unlike burnishing, which compresses fibers with friction and wax, edge painting creates a sealed, uniform surface protecting against moisture, fraying, and wear (Borderland Leather, 2022).
The process requires multiple thin coats, each sanded with progressively finer grits up to 2500 before the next application. Any imperfection in the underlying edge telegraphs through the paint, so the leather must be perfectly flat before the first coat touches it. On a case with this many panels and gussets, the total linear footage of exposed edges is considerable. Every inch receives identical treatment, resulting in a clean, consistent finish with a subtle sheen.
The Sum of Decisions
A briefcase like this is not designed. It is decided. Every material, every technique, every piece of hardware represents a choice to prioritize longevity over convenience, craft over speed, and character over uniformity. The English bridle leather will age. The saddle stitching will hold. The COBRA® buckles will function long after conventional closures have failed. The lead time exceeds six months. The clients who wait understand what they are receiving — not a product of manufacturing, but a product of accumulated decisions, each one permanent, each one visible in the finished work.
To learn more about leather selections, construction methods, and commission inquiries, visit Marcellino NY.